





它占了一台带式输送机总成本的35%,承受了70%以上的阻力,因此托辊的质量尤为重要。托辊的作用是支撑输送带和物料重量。托辊运转必须灵活可靠。减少输送带同托辊的摩擦力,对占输送机总成本25%以上的输送带的寿命起着关键作用。虽然托辊在带式输送机中是一个较小部件,结构并不复杂,但制造出的托辊并非易事。
托辊径向跳动量对胶带输送机的影响:
在规定的跳动量的范围内,可以保持胶带机平稳运行,否则就会使得胶带输送机胶带共振跳动,造成物料抛洒,污染环境,在带速越高的情况下越显得径向跳动量小的好处。我国标准规定量为0.7毫米,日本JIS标准规定的量为0.5毫米。
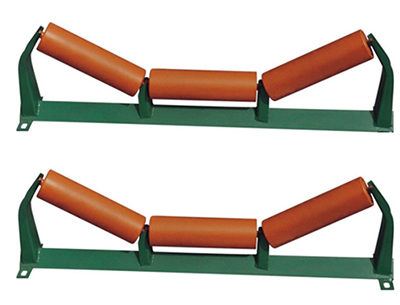
为了改进槽型托辊组的支撑刚度,推导了物料横截面面积的计算公式,计算出了槽型托辊组的静态载荷,并在此基础上对其进行有限元分析,获得了托辊结构的应力分布及变形状态。以侧辊轴线倾角λ为设计参数,采用FFE算法对槽型托辊组的支撑刚度进行优化设计,优化结果使λ增大到22.3°,同时槽型托辊组的大变形量减小了20.46%,使其支撑刚度得到了有效提高,为带式输送机托辊的结构设计提供了重要参考和依据。
 带式输送机胶带跑偏原因分析及跑偏规律
带式输送机胶带跑偏原因分析及跑偏规律带式输送机作为煤矿生产中的主要设备,已广泛应运在各大煤炭生产企业中。随着煤炭产能增加,带式输送机逐渐向长距离、快速化、大运量发展,但胶带跑偏问题一直制约着煤炭企业连续、稳定的生产。胶带跑偏轻者造成撒煤、带体磨损,重者容易引起滚筒弹出、电机烧毁和巷道煤尘起火,因此,研究和处理胶带跑偏问题势在必行。
1带式输送机胶带跑偏原因分析
1.1落煤位置不正
煤流在运行过程中重心不能与胶带中心线在一条直线上,特别是在通过转载点时,巨大的冲击力容易引起胶带跑偏,当煤流落在靠人行侧时,胶带则向非行人侧跑偏,反之亦然。
1. 2滚筒和托辊表面有煤泥和其他附着物
在滚筒和托辊表面有煤泥和其他附着物时,造成滚筒和托辊两端粗细不一,极易引起跑偏,特别是在张紧小车内,滚筒及托辊调节幅度小,长时间跑偏容易酿成大事故。
1. 3机头传动滚筒与尾部滚筒不平行
机头传动滚筒与尾部滚筒不平行的皮带跑偏通常是由于安装造成的。由于二者中心不平行,使皮带纵向中心线与滚筒轴线不垂直,造成皮带机在运行中跑偏。由于中间驱动装置部位是在试运行过程中发现动力不足时二次添加的,冲压轴承座在安装过程中没有找准皮带机中线,造成传动滚筒与机尾滚筒不平行,引起胶带跑偏。
1.4胶带接头不正或输送带老化变质造成两侧偏斜
输送机配件采用集中运输皮带机是传统皮带扣式接头,在接头处如果没有割直胶带容易造成皮带接头不正,往往产生受力不均匀,从而引发皮带跑偏。由于胶带新老交替使用,旧带老化变质且变薄,新皮带则较重,于是会在新老接替地方产生跑偏,而且这样的跑偏不固定,很难通过调整托辊处理。
1.5中间架不平整
中间架不平整包括机架中心线与前后架不一致和机架两边高低不一致,这两种情况都会造成严重跑偏,并且很难调整。造成中间架不平整的原因有很多,往往在输送机初始稳装和后期更换过程中容易产生机架不平整现象,有巷道沉降或较初毛巷没有进行水泥预制处理等因素。这种跑偏经常固定在一个地方,所有胶带经过这段架时都会发生跑偏。
1.6张紧力不足或拉紧小车强度不够
输送机拉紧小车强度不够或在开机前没有张紧至预紧力,整部胶带张紧力不够,在胶带无载或少量载荷时不跑偏,当载荷稍大时就会出现跑偏现象。拉紧小车强度不够时,容易被胶带外力带着来回动作,造成跑偏,较终会发生拉紧车变形或胶带刷边冒烟。如果张紧装置在没有张到预紧力的情况下开车,胶带不仅会跑偏而且会与滚筒打滑,对胶带磨损特别严重。
1.7胶带在变坡点时发生跑偏
集中皮带巷未作预制硬化处理,巷道成型不好,巷道变坡点较多,在变坡点处,胶带经常飘带,不能与上下托辊着实,尤其是在煤量不大时,飘带现象尤为严重,胶带跑偏也随之而来。
2带式输送机胶带跑偏的几种规律
1)偏大不偏小,滚筒与托辊两侧直径大小不一,输送带运行过程中就会向大的一侧跑偏。
2)偏高不偏低,支承装置造成输送带两侧不在同一水平面上,输送带运行中偏向高的一侧跑偏。
3)偏紧不偏松,输送带两侧的松紧程度不一样,运行中则向紧的一侧跑偏。
4)偏后不偏前,以输送带运行方向为准,托辊组或滚筒不在运行方向的垂直截面上,一侧后、一侧前,输送带在运行中便会向后的一侧跑偏。
献县众兴煤机配件有限公司(http://www.hebeizhongxing.com)是从事研发和制造的托辊配件厂家,我公司是一家以矿山输送机械制造及各种输送机配件生产的厂家,托辊轴承座、输送机配件、托辊组、承重托辊组质量均已达到国内先进水平,是广大用户的理想选择。欢迎各界朋友光临惠顾!竭诚为国内外用户提供质优的产品及诚信的服务。










