在设计机床结构时,除了要根据工作条件和金属材料性能来确定机床铸件的几何形状,尺寸大小以外,从铸造合金和铸造工艺特性的角度来考虑设计的合理性,以避免铸件的变形、开裂等铸造缺陷的产生。同时,生产的时候要根据铸件结构、重量和尺寸大小合理的选择铸造工艺,以保障生产出的机床铸件。大型床身铸件的外观质量指集机床铸件表面粗糙度、表面缺陷、尺寸偏差、形状偏差、重量偏差。机床铸件的内在质量主要指机床铸件的化学成分、物理性能、机械性能、金相组织以及存在于机床铸件内部的孔洞、裂纹、夹杂、偏析等情况。进行设计时,除了要根据工作条件和金属材料性能来确定机床铸件几何形状、尺寸大小外,还从铸造合金和铸造工艺特性的角度来考虑设计的合理性,即明显的尺寸效应和凝固、收缩、应力等问题,以避免或减少铸铜件的成分偏析、变形、开裂等缺陷的产生。
 铸造是一种传统金属成形行业,大型床身铸件生产工序多,影响因素多,质量控制难度大,特别的大型床身铸件,无论从工装、造型工艺和浇铸方面都有很高的要求,每个细节都处理好。龙其是铁水的质量和温度,对铸件生产的成败很关键,对铸件材质和性能都有影响,裂纹是大型床身铸件的一个敏感问题。如果机床铸件出现裂纹,除了是铸件结构本身壁厚差大之外,铁水材质的性能也是导致裂纹产生的原因。
铸造是一种传统金属成形行业,大型床身铸件生产工序多,影响因素多,质量控制难度大,特别的大型床身铸件,无论从工装、造型工艺和浇铸方面都有很高的要求,每个细节都处理好。龙其是铁水的质量和温度,对铸件生产的成败很关键,对铸件材质和性能都有影响,裂纹是大型床身铸件的一个敏感问题。如果机床铸件出现裂纹,除了是铸件结构本身壁厚差大之外,铁水材质的性能也是导致裂纹产生的原因。大型床身铸件浇注温度过低所产生的气孔有哪些?
1、液体夹渣:加工后灰铁铸件表皮之下会发现一个个单体的小孔,孔的直径一般为1-3mm个别情况下只有1-2个小孔,这些小孔与少量的液体夹渣一起出现,但该处未发现S偏析。这种缺陷与浇注温度有关,浇注温度高于1380度时,铸件中未发现这种缺陷,所有浇注温度应该控制在1380-1420度。
2、硫化锰气孔:此种气孔位于灰铁铸件表皮以下且多在上面,常在加工后显露出来,气孔直径约2-6mm有时孔中含有少量熔渣,金相表明,此缺陷是由MnS偏析与熔渣混合而成,原因是浇注温度低,同时铁液中含Mn和S量高。适量的含S量和适宜的含Mn量可以显著铁液度,从而的防止这类缺陷。
3、砂芯气体引起的气孔:气孔和多空性气孔常因砂芯排气不良而引起。因为造芯时砂芯多在芯盒中硬化,这就常使砂芯排气孔数量不够。为了形成排气孔,可在型芯硬以后补充钻孔。
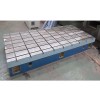
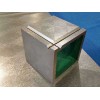
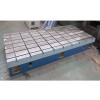
大型数控床身铸件在生产时对外观有哪些要求?
1)大型数控床身铸件生产工序要严格按照标准执行,大型床身铸件检验一般分为铸铁平板毛坯检验、机加工检验和成品检验两次,大型床身铸件的毛坯主要检验外观规格是否可以达到技术要求,和毛坯有没有内部缺陷。
2)大型数控床身铸件的机械加工检验主要是检验铸铁平板有没有沙孔、气孔、裂纹、夹沙、缩松和加工误差等;大型床身铸件的成品检验主要是检验大型床身铸件的平面度和外观及其规格是否可以达到使用要求。
3)大型数控床身铸件的铸造是一种能够产生重要性能和优势的工艺手段,在铸件的生产加工中能够产生具有良好产品质量和性能的铸件产品,产生重要的质量好。
4)大型数控床身铸件是将金属熔炼成符合要求的液体并浇进铸型里,经冷却凝固、清整处理后有预定形状、尺寸和性能的铸件的工艺过程。
泊头市康恒工量具制造有限公司【http://www.khjxlj.com/】主营产品有:铸铁圆形平板、铸铁焊接平板、三维柔性焊接平板、花岗石量具、镁铝合金量具、数控床身铸件、大型床身铸件、铸铁平尺、T型槽平板、机床垫铁、检验方箱、V型块、铸铁弯板、偏摆检查仪、铸铁护栏底座等系列产品。产品种类齐全、价格合理,企业雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。公司一直推行:同质量比价格、同价格的经营理念,取得了广大用户的普遍赞誉和支持。
铸铁弯板http://www.khjxlj.com/
检验方箱http://www.khjxlj.com/
T型槽平板http://www.khjxlj.com/
数控床身铸件http://www.khjxlj.com/
大型床身铸件http://www.khjxlj.com/
铸铁圆形平板http://www.khjxlj.com/
铸铁焊接平板http://www.khjxlj.com/khztptpb/khztptpb213.html
三维柔性焊接平板http://www.khjxlj.com/khswrxhj/khswrxhj7.html