 晶振外壳的作用和注意问题
晶振外壳的作用和注意问题(一)、晶振外壳的作用
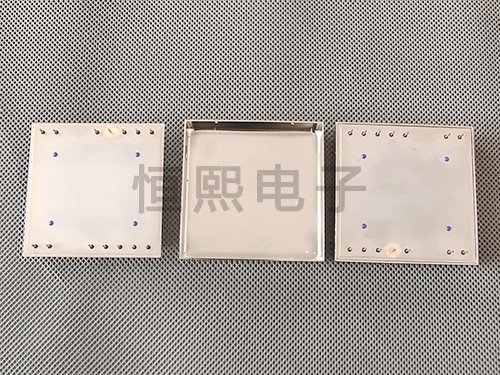
晶振外壳接地是为了达到什么目的?干扰。晶振的金属外壳接地后就相当于给里面的晶体装了一个全金属圈封闭的金属屏蔽罩,从电磁学上来讲,外面的辐射信号要穿越这样的金属屏蔽罩是很困难的,也就实际效果为主了晶振的工作环境,提高了其抗干扰的能力。
晶振外壳对晶振的性能影响力有多大?晶体振荡器被广泛用于各种模拟和数字电路中作为基准时钟源,其质量的好坏直接影响到电路工作状况,而晶振外壳(也称晶振帽)冲压品质是影响晶振性能的主要因素之一。
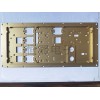
晶振外壳恒熙电子晶振外壳采用冲床连续冲压成型,经大量观察和分析发现,主要缺陷有内底面与顶面的凹坑、内底面与顶面的划痕,侧面裂口和侧面挠曲。之前的研究者针对前3种缺陷,应用计算机视觉检测技术设备了晶振外壳缺陷检测系统。侧面挠曲严重同样可以影响晶振的质量,是指外壳主要侧面不平行。理论上这种侧面的挠曲缺陷使得本来与光源平行的内侧面发生小角度倾斜,其在图像上的突出表现是晶振外壳凸缘内侧边缘变粗和不平行。
晶振外壳的表面质量对晶振的性能有较大的影响。针对工业现场中晶振外壳挠曲缺陷的特点,我们可以检测晶振外壳内侧边缘间的距离,如果某连续的一段检测值超出合格范围,就判定该零件不符合要求,即存在挠曲缺陷。
晶振振荡器外壳生产厂家滤波器的选择要注意其中截止频率;滤波器的额定电压;滤波器的插入损耗;滤波器的额定电流;滤波器的体积等方面。滤波器在正常工作时能够长时间流过的电流值,额定电流由滤波器的引线直径决定,线径越大,额定电流越大。
对于滤波器组件,额定电流还与电感线圈的饱和特性有关,当电流超过额定电流时,东莞晶振外壳,滤波器的性能会下降。滤波器的插入损耗大于3dB的频率点称为滤波器的截止频率,当频率超过截止频率时,滤波器就进入了阻带,在阻带,干扰信号会受到较大的衰减。根据使用滤波器的场合不同(信号电缆滤波还是电源线滤波),晶振外壳,可以用两个方法来确定滤波器的截止频率。
在对信号电缆进行滤波时,根据效果优良信号的带宽来确定,截止频率要大于信号的带宽,这样才能保护有用信号不被衰减。在对电源线或直流信号线,滤波时,由于效果优良信号的频率很低,信号失真的问题不是主要因素,龙岗晶振外壳,因此主要根据干扰信号的频率来定,要使干扰频率全部落在滤波器的阻带内。
(二)、晶振外壳打孔加工时要注意的问题
晶振材料比不锈钢板材和紫铜软,刚度差一些,而且弹性模具低,该特性导致晶振钻削加工有确定的难度系数。因而在晶振外壳打孔加工时确定要用工装夹具夹持晶振,而且维持刀具锐利。不然被加工的晶振会出现离去麻花钻的趋向。
有的情况下晶振外壳打孔加工的全过程中会出現不规律的槽痕和明亮的黑斑,这种是因为刀具对晶振的工作压力异常或是因为夹紧不坚固造成加工时震颠,使刀具在晶振表层做间歇性磨磨蹭蹭产生挤压成型状况和粉末状激光切割。当震颠消退时,刀具就咬入晶振,产生槽痕。
因此在钻孔全过程中我们要留意晶振的钻削关键点,选择钻削方式。
以便让孔边光洁,尽可能选用先钻孔再扩孔的方式,由于各种规格型号的晶振产品工件毛胚都会有一些空气氧化层,加速刀具的损坏。
晶振切削液的挑选也关键,务需要确认优良的润湿性、制冷性、过滤性和防锈处理性。因而用以晶振深加工的切削液与一般的切削液是不一样的。
晶振材料比不锈钢板材和紫铜软,刚度差一些,而且弹性模具低。该辆个特性导致晶振钻削加工有确定的难度系数。因而在晶振外壳打孔加工时确定要用工装夹具夹持晶振,而且维持刀具锐利。不然被加工的晶振会出现离去麻花钻的趋向。
有的情况下晶振外壳打孔加工的全过程中会出現不规律的槽痕和明亮的黑斑,这种是因为刀具对晶振的工作压力异常或是因为夹紧不坚固造成加工时震颠,使刀具在晶振表层做间歇性磨磨蹭蹭产生挤压成型状况和粉末状激光切割。当震颠消退时,刀具就咬入晶振,产生槽痕。
因此在钻孔全过程中我们要留意晶振的钻削关键点,选择钻削方式。
以便让孔边光洁,尽可能选用先钻孔再扩孔的方式,由于各种规格型号的晶振产品工件毛胚都会有一些空气氧化层,加速刀具的损坏。
晶振切削液的挑选也关键,务需要确认优良的润湿性、制冷性、过滤性和防锈处理性。因而用以晶振深加工的切削液与一般的切削液是不一样的。
晶振外壳打孔加工时候造成很多的热,假如这种发热量不可以立即被切削液带去可能产生粘刀状况,比较严重时候出現积屑瘤,将比较严重危害晶振加工精密度和刀具的使用寿命。而且发热量会造成晶振形变,比较严重危害加工精密度。
因而,切削液的挑选既要考虑到润湿性还要考虑到制冷性,针对精加工晶振可采用乳状液性减磨切削液,或高粘度的切削液。
沧州恒熙电子有限责任公司(http://www.hengxidianzi.com)主营多种不同型号的晶振外壳、电源模块外壳、金属封装外壳,配备镀金、镀镍、镀锡、电泳漆、阳极氧化等表面处理加工车间、全部实现本厂自主生产加工能、缩短交期等问题。产品远销北京、上海、广州、深圳、西安、等地。