中型试验平台采用了人工刮研的工序。虽然人工刮研比较落后,但是对于实验平台来说,在精度要求比较高的情况下,是任何机械加工都不可以取代的一种加工工艺。为了提高中型试验平台的使用寿命,保证其工作精度,建议对刮研深度控制在0.02mm以上,这样可保证有较长的使用寿命和检定周期。根据有关资料对刮研深度介绍以及刮研深度测得数据,此工艺加工要求是可以达到的。外观上出现震纹,产品表面粗糙程度加大,影响精度, 影响美观。而有了刮研这道工序后,就很少出现以上问题。防工作表面有小范围的局部畸变,来保证中型试验平台的使用精度。检查作表面的微观质量即微小峰谷的平面度,表面微观质量高,耐磨性好,才能保证试验平台的使用寿命。


[一]、安装钳工锉削基本操作
锉削作为一项基本的操作技能,是安装中所必备的专业能力,由于工件的表面复杂多样,因此表面的处理要求更高,实现高精度的锉削效果,基本功很重要,需要正确使用锉刀,否则不但影响锉削的效果,还会造成人体过度疲劳,降低工作效率。锉刀在使用过程中,要注意观察刀柄是否稳定牢固;铁销在清理时不能够用嘴吹,也不能用手擦;锉刀在不用时应该将其放在不超过钳台边缘的位置,避免误碰掉落,伤到操作人员。
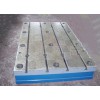
检验平板在机械制造中也是不可缺少的基本工具。铸铁平板均采用优良细颗粒灰口铸铁制造,材质HT250-HT300,表面硬度均匀,再过表刮削加工,可获得0、1、2、3级(按国家标准计量鉴定)精度。
[二]、工程装备装配方法
常用装配方法有互换法、选配法、修配法、调整法,适用于不同加工精度零件和装配精度的部件或总成。互换法对工件加工精度要求高,但是装配时效率高,选配法可以降低零件加工精度和加工成本,但是装配效率低;对于装配精度要求较高、又不能互换的零件,可采用修配法,但是修配法需要预留修配余量,修配也影响装配效率;采用调整法,零件可按经济精度要求加工而获得较高的装配精度。工程装备装配中,以上方法都存在。为了实现流水线生产,提高装配产能,很多了家购进了精度较高的机床,提高零件的加工精度,尽可能采用互换法装配。但是,对于一些提高加工精度会造成成本大幅提高的零件,装配时仍采用选配法、修配法和调整法。
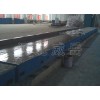
河北威岳机械有限公司(http://www.chinaweiyue.com)位于中国工量具生产基地——泊头市。公司始建于1968年,是原机械部量具定点生产厂,公司产品T型槽平台和试验平台广泛应用于机械、发动机的动力实验、设备调试,具有较好的平面稳定性和韧性,同时为了方便用户,可根据客户要求加工订做各种铸件、非标准量具、地轨、槽铁、铁底板等产品。