




用V法铸造的型腔内外,要不停地保持正负压差,机床铸件在浇注过程中,当金属液充满型腔前,为了使未被金属液充填的部分始终占大气相通。一般需要在浇注系统中另设通气口,也就是 冒口,这样就可避免因压差减少或过分波动而造成垮砂、夹砂,甚至塌箱等缺陷。另外型腔中如果金属液充填过快,金属液中会夹气,使铸件产生气孔等缺陷。若浇冒口系统中设通气口,则气体从通气口排出,从而有助于避免上述缺陷。

 通气口应设在铸件型腔较高处,这样在整个浇注过程中可设有金属液的型腔部分与大气相通,始终保持大气压差。此外如果铸型有突起处,并且突起处的高度又低于铸型的较高处时,易被浇注时上升的金属液堵截,从而隔断与大气的通道,有造成垮箱的危险。遇到这种情况,也应该在突起顶部设置气道,通气口的断面积,一般应大于或等于内浇口总面积的一半。为了防止铸件出现气孔,通气口的厚度应该是 该处壁厚的2/3左右。
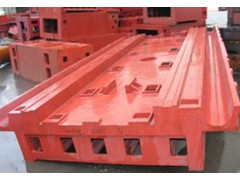
通气口应设在铸件型腔较高处,这样在整个浇注过程中可设有金属液的型腔部分与大气相通,始终保持大气压差。此外如果铸型有突起处,并且突起处的高度又低于铸型的较高处时,易被浇注时上升的金属液堵截,从而隔断与大气的通道,有造成垮箱的危险。遇到这种情况,也应该在突起顶部设置气道,通气口的断面积,一般应大于或等于内浇口总面积的一半。为了防止铸件出现气孔,通气口的厚度应该是 该处壁厚的2/3左右。V法铸造床身是 采用开放底注式浇注,浇冒系统均直接通往大气,由负压保持型砂的压差,床身的壁厚一般比较均匀,浇口和冒口都是 开放式的(即明浇、明冒)不采用暗冒口,普通铸铁收缩率和自补率很稳定无需按冒补缩。
浇注温度与速度
床身的浇注温度一般控制在1350-1380之间比普通砂型的温度稍高。一方面为了防止由于铸造膜燃烧时产生的气体使铸件产生气孔或小孔。另一方面可以有效防止皮下气孔生成,不要认为V法铸型金属液流动阻力小,冷凝得慢,浇注温度稍低一些,本人以为这是 错误的,只有浇注温度提高了,铸造膜的浇失速度提高,气孔相应减少还可以缩短浇注时间,使金属液尽快充满型腔防止出现塌箱现象。
在浇注过程中,并非 型腔内所有的铸造膜立即消失,只有金属液直接接触的区域以及毗邻的区域才能消失。为使砂型强度在铸造膜气孔消失短时间内金属液到达维持密封作用,应尽可能缩短浇注时间并且不断流。为了加快浇注速度,可有效增大内浇道设置。具体加大多少,要看铸件体积、大小、壁厚、重量来做决定。由此可见,平稳而快速的浇注速度是 铸件质量的有效保证。
在浇筑过程中应注意以下几点:
1.浇注速度要适当。因为在浇注时砂型表面的砂壳 强度只能维持在一个短暂的时间,所以必须在这一时间内完成浇注过程,否则就会产生塌砂和冲砂现象。另一方面,在某些情况下,由于不便在型腔的各个较高点上都设置通气口,型腔中的气体一部分要通过型壁排出,但是 铸造膜的透气性是 极小的。所以,如果浇注速度太快,就会产生气孔。有时候也需要适当延长浇注时间。使铸造膜在金属液到达以前已经受到辐射作用而使型壁具有一定的透气性能。就能顺利排气而避免产生气孔。因此,适当的浇注速度应在避免产生上诉两方面问题的前提下决定。
2.浇包的浇口要对准砂型直浇口,避免卷入空气,而且不能断流。
3.防止金属液飞溅进入冒口或出气口中,以免过早的破坏局部型腔的铸造模,为此应采取一定措施。为了满足以上要求,浇口上方应设置浇口杯,不使金属液外溢和飞溅来保持平稳的浇速度。
4.由于机床床身大多数为长方形,需进行倾斜浇注。合箱完毕后,将砂箱倾斜4°~12°进行浇注,铸件愈长大,倾斜角 度也要大一些。这样使铁水由低向高平稳充型。减少型腔中铸造膜融化区的面积,并且能保证冒口较后进入铁水。始终保持砂型内外压力差。倾斜的方向是 将冒口端垫的高于浇口端。
浇注后铸型的抽气时间
浇注完毕后,因V法铸造冷却速度慢,根据铸件的壁厚、体积、重量来估算断压时间,避免由于过早解除负压,使铸件变形而影响质量。从铸型浇注完到解除真空负压进行铸件落砂这一段时间,称为铸后放置时间。一般壁厚15-20mm铸铁件。不超过2m长lm宽。8-10分钟即可停压,如果壁厚、加长件,本人以为断压时间应该在20-30min为妥,否则,变形几率很大。
以上为机床床身的造型方法及浇注方式,纯属个人观点。床身的型芯有90%为真空砂箱自带芯,局部是 树脂砂芯。树脂制芯,使用40-70目石英砂为主要原料,映喃树脂和固化剂为辅助材料。
在混砂过程中每加入百公斤石英砂,比例为2kg树脂1kg固化剂。把混好砂及芯铁放入芯盒轻捣、刮平,待砂自硬后取出,刷涂料点燃自干。
下芯的注意事项
1.由于树脂芯的发气量大于自吸芯发气量。应注意适量排气。
2.排气用细铁钉在铸型预留芯头上轻轻扎破铸造膜,不要过大,3-5处即可,让真空压差吸住树脂芯预留气孔。
3.在高温浇注时,树脂芯燃烧,此时芯头预留气孔和扎破接触处就会发生作用。负压会吸走局部的树脂芯所产生的气体,从而减少铸件气孔发生。
4.扎破处和芯头连接一定要紧贴住,否则铁水会在芯头缝中钻进,填死预留气道,这样就失去了排气作用。
大型机床铸件到目前为止,还可以说是 成熟的工艺,在生产过程中要注意每一个环节,从吸膜到喷涂料,起模、下芯、合箱整个工艺流程要保持相对衔接,做到万无一只有这样才能得到合格产品。
泊头市东建铸造有限责任公司(http://www.dongjianzhuzao.com)是 以大型铸件由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁铸件。立车横梁铸件均采用树脂砂、消失模实型铸造,单件达到40吨以上,年生产量在8500吨左右。包括床身、工作台、立柱、横梁、龙门顶、连接梁。树脂砂就是 把原砂和树脂混合后形成树脂砂,把树脂砂打入模具型腔中,通过加热或催化剂方法使其成型,成型后的坭芯再放入浇铸模具中进行浇铸。消失模铸件是 将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。










