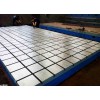
铸铁T型槽平台又叫T型槽平板是一种表面带有T型槽的铸铁平板,用于装配、调试机械设备的铸铁平台量具,铸铁T型槽平台和划线平台一样严格执行 相关行业标准,使用高强度铸铁铸造,不仅精度稳定,而且坚固耐用。
铸铁T型槽平台应用于动力机械设备的装配、调试、焊接、铆焊用的基准。可以固定机械设备。特殊规格可根据用户需求制造。
铸铁T型槽平台精度:按标准计量检定规程JJG117-91执行,分别为3级、精刨。
铸铁T型槽平台表面处理:工作面采用刮研工艺,用涂色法进行检验,保证了平面精度。工作面一般开有T型槽,也可根据要求加工长孔或圆孔等。
铸铁T型槽平台的技术要求:
1、采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
2、铸铁T型槽平台应采用细密的灰口铸铁或合金等材料制造,其工作面硬度应为170-220HB。
3、精度登记为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
4、铸铁T型槽平台的铸造表面应 型砂且平整,涂漆牢固。
5、不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。
6、铸铁T型槽平台工作面的平面度公差见表2的规定。
7、通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra的大允许值为5um。

 安装钳工工艺以及关键技术工艺要点
安装钳工工艺以及关键技术工艺要点
{一}、机械装配工艺
1、配焊工艺:由于配焊工艺会损坏焊接接触面的油漆而在现在的机械生产很难看到。而在过去时,由于配焊工艺可以降低设计难度而被广泛应用在装配工艺中。
2、胶接工艺:胶接工艺是采用胶粘剂将需要装配的工件连接配合在一起,在工程机械装配中,主要用于液压系统密封和螺纹防松。
3、连接工艺;销连接与螺纹连接工艺,转动副的连接可以通过螺纹连接来实现,在一般机械的装配工艺中,销连接是常用的装配工艺,但螺纹连接因为其具有连接形式简单,拆卸容易也被广泛应用在机械零部件的装配中。
机械加工生产中尺寸的检验是很重要的,一般大型工件都采用铸铁平台作为基准,主支点是铸铁平台加工、检定和使用中与安装基面或专用支架接触时,用作主要支撑的部分。安装平板时,将主支点放在支架上,能使平板在使用中变形小。
{二}、机械装配关键技术工艺要点
1、合理规范装配层次
重型机械的机械装配十分复杂,对于精度有着较高的要求标准,要求有关技术工作者要遵循机械装配工艺与关键技的要求标准,需要有关技术工作者注重装配层次性,明确装配流程,避免在装配中出现零部件丢失、装配零部件错位等问题。
2、重视装配设计说明书
每一个器械产品都有与之相应的应用说明书,机械装配工艺也不例外,重视装配设计说明书,以便于工作者根据装配设计说明书内容,井然有序地展开机械装配,只有在此基础上,才能让装配工作者避免由于理解错误,导致装配思路出现差错,对整体工程进度造成影响,进一步提升器械装配的精确性,使机械装配工艺不断完善,效率日益提升。
3、优化装配工艺的管理环节
我国针对机械装配过程,总结了许多机械装配工艺技术手段与关键技术经验,而这些珍贵的经验为机械装配工艺与关键技术的创新与发展提供了新的思路与新的方法。后期技术工作者应结合工艺库中的内容,对机械装配方案加以改良,从而实现机械装配工艺与关键技术的创新与发展,进一步提升装配工作效率,满足社会发展的根本需求。
河北威岳机械有限公司(http://www.chinaweiyue.com)位于中国工量具生产基地——泊头市。公司始建于1968年,是原机械部量具定点生产厂,公司产品划线平板和试验平板广泛应用于机械、发动机的动力实验、设备调试,具有较好的平面稳定性和韧性,同时为了方便用户,可根据客户要求加工订做各种铸件、非标准量具、地轨、槽铁、铁底板等产品。
铸铁T型槽平台应用于动力机械设备的装配、调试、焊接、铆焊用的基准。可以固定机械设备。特殊规格可根据用户需求制造。
铸铁T型槽平台精度:按标准计量检定规程JJG117-91执行,分别为3级、精刨。
铸铁T型槽平台表面处理:工作面采用刮研工艺,用涂色法进行检验,保证了平面精度。工作面一般开有T型槽,也可根据要求加工长孔或圆孔等。
铸铁T型槽平台的技术要求:
1、采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
2、铸铁T型槽平台应采用细密的灰口铸铁或合金等材料制造,其工作面硬度应为170-220HB。
3、精度登记为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
4、铸铁T型槽平台的铸造表面应 型砂且平整,涂漆牢固。
5、不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。
6、铸铁T型槽平台工作面的平面度公差见表2的规定。
7、通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra的大允许值为5um。
安装钳工工艺以及关键技术工艺要点{一}、机械装配工艺
1、配焊工艺:由于配焊工艺会损坏焊接接触面的油漆而在现在的机械生产很难看到。而在过去时,由于配焊工艺可以降低设计难度而被广泛应用在装配工艺中。
2、胶接工艺:胶接工艺是采用胶粘剂将需要装配的工件连接配合在一起,在工程机械装配中,主要用于液压系统密封和螺纹防松。
3、连接工艺;销连接与螺纹连接工艺,转动副的连接可以通过螺纹连接来实现,在一般机械的装配工艺中,销连接是常用的装配工艺,但螺纹连接因为其具有连接形式简单,拆卸容易也被广泛应用在机械零部件的装配中。
机械加工生产中尺寸的检验是很重要的,一般大型工件都采用铸铁平台作为基准,主支点是铸铁平台加工、检定和使用中与安装基面或专用支架接触时,用作主要支撑的部分。安装平板时,将主支点放在支架上,能使平板在使用中变形小。
{二}、机械装配关键技术工艺要点
1、合理规范装配层次
重型机械的机械装配十分复杂,对于精度有着较高的要求标准,要求有关技术工作者要遵循机械装配工艺与关键技的要求标准,需要有关技术工作者注重装配层次性,明确装配流程,避免在装配中出现零部件丢失、装配零部件错位等问题。
2、重视装配设计说明书
每一个器械产品都有与之相应的应用说明书,机械装配工艺也不例外,重视装配设计说明书,以便于工作者根据装配设计说明书内容,井然有序地展开机械装配,只有在此基础上,才能让装配工作者避免由于理解错误,导致装配思路出现差错,对整体工程进度造成影响,进一步提升器械装配的精确性,使机械装配工艺不断完善,效率日益提升。
3、优化装配工艺的管理环节
我国针对机械装配过程,总结了许多机械装配工艺技术手段与关键技术经验,而这些珍贵的经验为机械装配工艺与关键技术的创新与发展提供了新的思路与新的方法。后期技术工作者应结合工艺库中的内容,对机械装配方案加以改良,从而实现机械装配工艺与关键技术的创新与发展,进一步提升装配工作效率,满足社会发展的根本需求。
河北威岳机械有限公司(http://www.chinaweiyue.com)位于中国工量具生产基地——泊头市。公司始建于1968年,是原机械部量具定点生产厂,公司产品划线平板和试验平板广泛应用于机械、发动机的动力实验、设备调试,具有较好的平面稳定性和韧性,同时为了方便用户,可根据客户要求加工订做各种铸件、非标准量具、地轨、槽铁、铁底板等产品。