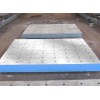
铸铁平板适用于各种检验工作,精度测量用的基准平面,主要用于机械工件检验测量中的基准面,检查零件的尺寸精度或行为偏差,并可作精密划线,在机械制造检验中是最不可缺少的平面基准量具。铸铁平板是用于工件检测或划线的平面基准器具。平板安装应调至水平、负荷均分布于各支点上,环境温度使用时应避免振动。铸铁平板毛坯的选择不只影响毛坯的加工工艺和工艺费用,并且也会影响到机械加工的工艺办法和加工质量。
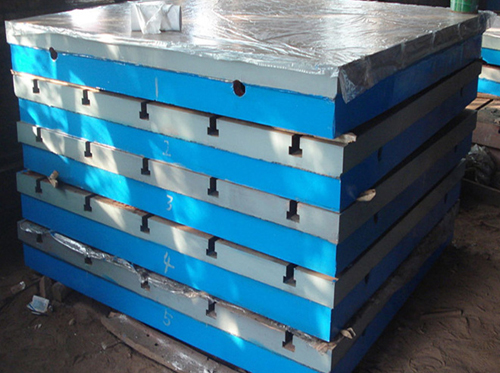
任务面采用刮研工艺,任务面上可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等。因而需求量具毛坯铸造和机械加工两个方面的工艺人员密切配合,合理的确定毛坯的品种,布局形状。毛坯普通采用铸造的办法进行制造,当前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比方精细铸造,熔模铸造和离心铸造等。
 铸铁测量平板的保养其实是大有门道的,有些非专 业人员对平板的错误保养导致平板精度失准,甚至是变形等损坏,所以在此提醒您,铸铁平板一定要由具备知识的人进行保养。以下六点为专 业人员进行指出的平板保养准则分享给大家。
铸铁测量平板的保养其实是大有门道的,有些非专 业人员对平板的错误保养导致平板精度失准,甚至是变形等损坏,所以在此提醒您,铸铁平板一定要由具备知识的人进行保养。以下六点为专 业人员进行指出的平板保养准则分享给大家。
第 一点、在使用平板的进程中要留意不要在湿润,有腐蚀、过高和过低的温度环境下运用和寄存,
第二点、运用完后,要及时擦净平板的任务面,,假设比拟长时间不用,最 好涂上一层黄油,然后铺一层白纸,然后涂上一层防锈油,用时要先停止装置调试然后才可以使用。
第三点、为了防止平板发作有害的变形,在发装平板时,要将支承支在主支点处,
第四点、为了避免平板的精度失准,在一些重型工件检测完毕以后应当及时取下平板,不应长时间放置在铸铁平板上,一面使平板精度失准。
第五点、用木板制造的一个公用罩,不用平板时,用罩子将平板罩住,严禁水滴在铸铁平板上,支承时,尽量将平板的任务面调整到水平面内,
第六点、要实行周期检定,检定周期要依据运用的详细状况确定,普通为1年,所以使用前,我们要有专 业的人员进行铸铁平板的装置调试。
铸铁平台铸铁的硬度主要是由冷却速度,孕育处理和化学成分决定的。硬度的测试方式不一样,得出硬度值会不一样。如果为了提高硬度,用风冷或者水冷的方法往往容易裂纹,所以要谨慎使用快冷的方法。同样的成分冷却的快,硬度就高,冷却的慢,硬度就低。
调整铸铁平台硬度的方法就是铸铁的孕育处理了,这是最常用的方法,通常在出炉后的铁水中缓缓加入孕育剂(最常用的75Si-Fe),孕育处理之后的灰铸铁,硬度会趋于均匀,改善了机械加工的性能,也增加了灰铸铁的强度。灰铁铸件的硬度的标准时HB170-240之间的,根据工件的具体的用途,硬度一般不会超过这个范围值。
铸铁平台铸件的硬度不够,那么铸件就很容易变形,损坏。像铸铁划线平台,铸铁检验平板,铸铁平尺,铸铁弯板,V型架等检验测量类的工具就不能准确的使用,直接影响检测工件的数据的准确性。用化学成分调整硬度是最常用的方法。通常主要是通过调整C的含量调整硬度,调整范围通常是2.9-3.5%其次是Si,通常的范围是1.5-2.4%这两种元素含量越高,硬度越低,含量越低,硬度越高。
一般国标精度的铸铁平板(平台)都是采用人工刮研的方法做到的,为您介绍一下铸铁平板粗刮时要注意的六点:
一、使用粗刮刀,刮削的刀迹要宽,约15mm左右,吃刀要深,约0.01mm左右,否则将浪费刀锋,降低工作效率。
二、刀迹要连成一片,不可重复,否则会造成某些地区特别低凹的现象。
三、粗刮时高出的点很少,而高出的点只是代表高起的部分高的一点,所以刮时不仅要刮去高的点,周边的部分也要刮去。
四、粗刮的一般要求,刮到每25mm2有3~4个点子就行。
五、刮削平板时用力大中间容易落刀。用边小四周边上不容易落刀,所以在刮削时要注意避免发生这一情况。
六、粗刮的好坏,也就是说粗刮的平整性如何,这对整个刮研铸铁平板的过程起着极重要的作用。如果粗刮时产生低凹0.02mm,就得中刮3~4遍才能消除,这一点对初学刮工的工人特别重要。
如果认为刮的好坏,只在于细刮时点子的多少(当然细刮时点的多少是重要的)那就错了。一个好的熟练的刮研工,必须以最少的工时完成合格的质量,如果达不到时间上的要求,就称不上熟练的刮研工。要做到节少时间,就必须将粗刮的基础搞好。
泊头市立鹏机械设备有限公司(http://www.btlpjx.com)主要产品有三坐标平台,立鹏具有较高的管理水平,技术力量雄厚,检测手段先进、齐全,钳工平台的研制、开发全部采用CAD技术。我公司实力雄厚,不断以科技为先导,不断开拓进取,并与中测院合作,研制出大量先进的量具。铸铁圆平台在实力的带动下,我公司的产品受到国内外用户的交口称赞。立鹏有较强的铸造设计、制造技术力量。能承担各种铆焊平板产品的设计、制造。用户可根据使用介质的温度及场所需要选用,有特殊要求可提供设计、制造和材质,并为用户提供安装、维修等服务。