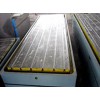
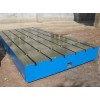
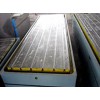
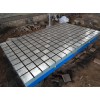
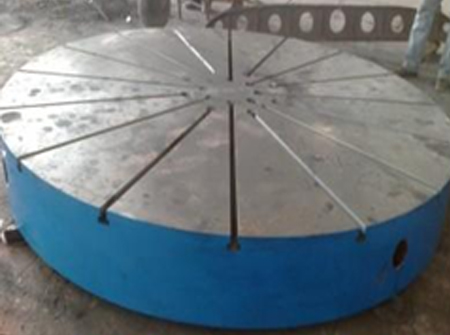
铸铁圆平板材料及处理:材料为高强度铸铁HT250-300,工作面硬度为HB170-240;经过两次处理(人工退火600°-700°或自然时效2年),使该产品的精度稳定,耐磨性能好;下列产品材料和处理除球墨铸铁外均相同。
铸铁圆平板精度:按计量检定规程执行,分别为0,1,2,3级四个级别。
铸铁圆平板规格:300-3000(如用户需要特殊规格,可根据需方图纸制作或双方商定生产加工)。
平板调试方法:
1、将平板平放于地面,手感调整四角稳定性,微调活动地脚,直到稳定。
2、将平板放置在支架上,调整其支点位置,尽量接近中心对称。
3、初调各支脚,使各支点均匀受力。
4、用水平测量仪器(水平尺或电子水平仪)检测平板水平状况、微调相关支点,直到符合水平位置。
5、初调合格后,静置12小时后,进行复制,如不合格需进行再次调整,如合格方可使用。
6、使用后根据实际实地环境周期性检测维护。
 传统机械钳工的应用特点和过程质量控制策略
传统机械钳工的应用特点和过程质量控制策略{一}、传统钳工工艺的应用特点
传统的钳工机械制造和加工会使用到很多中不同类型的工具及设备,需要将加工件划线处理,之后将各部分分类安装,最后进行完整的部件装配及调试。传统意义上的钳工加工通常都是由于加工方法操作不正确及钳工加工应用方面存在问题,钳工工艺的实际应用范围也在不断拓展和延伸。传统的钳工工艺加工有很多突出特点:钳工工艺的三个主要优势及特点就在于加工灵活性突出,可以加工高精度零部件,投资少而且加工灵活性较强。在很多很多机械加工设备及加工场所,精密的加工部件对场合要求高,灵活性有限,此时就需要钳工加工完成。由于人工手动操作,因此钳工可以加工出工艺相对复杂,同时高精密度的零部件,这是比现代机床加工部件更加精密和光洁的零件。其缺点同样存在,主要是表现在钳工工艺的生产效率相对较低,消耗的劳动强度较大,无法保证加工质量的稳定性,对人工操作水平的要求较高。
首先,钳工工艺是手工操作为主,因此有明显的灵活性特征,可以利用各类型工具进行更为自由和灵活的工具加工操作;其次,钳工工艺的操作范围更加广泛,因此要求较强的专业性。钳工应该使用专业的技术工艺进行系统加工和修正,依照要求合理装配。钳工工艺的使用效果直接受到操作者的技术专业性的影响,提升操作规范性才能更好的提升加工质量;第三,钳工加工操作过程中需要应用到多种不同类型的工具,因此该部分工具的应用相对简单,可以更为灵活的调整,多边性更为突出;但是在进行小批量零部件加工操作的过程中,需要的人力及物力资源相对更大,也一定程度上影响了加工经济效益。
检验工具使用前要检查所选用的铸铁平板是否在周期检定内,没有进行周期检定或超过检定周期的铸铁平板不能用。所使用的铸铁平板的工作面上不允许有划痕、碰伤、锈蚀及其他影响使用的外观缺陷。
{二}、机械制造过程质量的控制策略
1、加工条件的控制
在机械加工制造过程中,工作条件包括机械加工前工艺卡的编制、机械加工的工艺和要求、机械加工操作的技术说明、机械加工设备的完整性和精度。机械加工制造车间的环境,机械生产调度和作业管理的分配等。只有真正实施加工条件,有效的控制才能为整个机械产品的加工质量打下坚实的基础。
2、零件变更控制
在机械产品制造阶段,如果设计方、质量方和制造方想要修改机械设计,他们将尽可能通过原设计方修改机械设计。同时,还需要对设计变更进行评审和处理,重点关注因零件变更或制造时限变更而导致的成本增加,特别是避免机械设计变更导致机械设计变更。产品生产质量下降,设计变更须经相关方许可。
3、装配过程控制
对机械设备装配全过程的控制,是评价机械制造质量的重要措施,也是机械设备出厂前质量控制的重要过程。针对这种现象,有必要进行相关的设备装配控制,监控设备的调整试验和整机性能测量,妥善处理设备出厂的质量控制,并在设备出厂前进行相关的型式、检验和验证工作。设备出厂。质量人员需要对装配过程质量进行过程控制检查,确认设备在运输过程中始终处于良好的质量控制状态,提前确认交货地点并进行库存盘点。
河北新创工量具制造有限公司(http://www.hbxcglj.com)主要产品有各种规格大理石平台、检验平台、T型槽平台等。产品广泛应用于电站、冶金、机械、化工、船舶、科研、环保、航空、汽车、农机、电器、仪表、医疗器械、五金等生产领域。为了方便用户,可根据客户要求加工订做各种非标准量具,并承接树脂砂铸造。灰口铸铁件、球墨铸铁件及铸钢件。汽轮机厂的垫箱、机床厂的床身、立柱、横梁、工作台、变速箱体铸件业务和机械加业务等等。