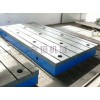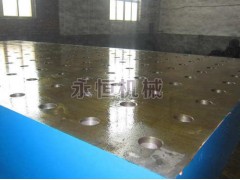



火工平板的形状:产品制成筋台式和箱体式。火工平板的工作面有长方形、正方形或圆形。
火工平板的材质:材料为HT200-300,QT400-600,ZG15-45。
火工平板的工作面采用刮研工艺,工作面上可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等。
火工平板是指在工业生产中的水火加工时,固定工件如(船壳钢台和型钢零件)等的工作面,火工平板的材质使用高强度精钢制造,所能承受的冲击力和压力远远大于其他平板的承载能力,能够承受火工榔头的敲击力,火工平板外形平整、尺寸准确、内部无各种缺陷,满足火工生产的要求。
火工平板制造标准:火工平板按JB/T7974-1999标准制造。

 机械加工中存在的问题及处理方法
机械加工中存在的问题及处理方法当代社会,众多的的机械制造产品对机械制造业提出了越来越高的要求,而如何寻求良好的途径去制造所需产品是当前摆在机械制造业面前的艰巨任务。任何机械设备都是由相应的若干个零件组成,而制造机械零件需要经过一系列的加工工艺过程,如毛坯的制造、机械加工、热处理等。机械加工的目的是获得一定的表面几何形状,并具有一定的几何精度,有时还必须保证加工后的表面(或表面层)满足一定的力学、光学、组织、成分等物理方面的要求。机械产品某一零件的制造方法绝不是仅此一种,而是我们应该如何去选择及组合不同的加工方法,以达到降低成本、提高生产效率的效果。
一、车削加工
1、车削加工时不宜形成挤裂或单元切屑。车削加工时,如果形成挤裂切屑,在加工表面上会留下挤裂痕迹,加工表面粗糙度值大,切削力波动也大。如果形成单元切屑,则表明在切屑剪切面上的应力超过了材料的强度极限。裂纹贯穿了整个切屑厚度,形成了一个个梯形单元切屑。切削力的波动更大,加工表面的粗糙度值也更大。如果形成崩碎切屑,表明切削层材料未经塑性变形就产生脆性崩裂,形成不规则的碎块状切屑,切削力波动很大,并且集中在切削刃上,容易损坏刀具。
在加工过程中可以通过观察切屑形态来判断切削条件是否合适。同时在加工塑性材料时,如果出现挤裂或单元切屑,则可用改变刀具几何角度、切削用量等方法,使切屑转化成带状切屑。
2、精车时不允许存在积屑瘤。积屑瘤会使工件表面粗糙度值增大,这是精车工件时所不允许的。可以采取的措施:
①控制加工时的速度,使用很低或很高的切削速度,避开产生积屑瘤的速度范围。②适当加大刀具前角、减小进给量、提高刀具表面刃磨质量、选用润滑性能良好的切削液等。③材料塑性太大的工件,切削时塑性变形大,容易产生积屑瘤。因此,加工前可将材料进行正火或调质处理,以提高硬度、降低塑性,以抑制积屑瘤的产生。
二、铣削加工
1、工件平面度超差问题。原因是铣削中工件变形,工件在夹紧中产生变形和铣刀轴线与工件不垂直等。因此,要合理选择切削用量;增加辅助支承,提高工件刚度;减小夹紧力,精铣前放松工件后再加紧;并注意定位基面是否有毛刺、杂物,是否接触良好;校准铣刀轴线与工件平,面的垂直度,避免工件表面铣削时下凹,保持平面度符合要求。
2、垂直度超差问题。用立铣刀铣侧面时,铣刀直径偏小,或振动、摆动,三面刃铣刀垂直于轴线进给铣侧面时刀杆刚度不足,都会引起垂直度超差。因此,应选直径较大的立铣刀,适当减小三面刃铣刀直径,增大刀杆直径,适当降低进给量或提高铣削速度,检查并消除铣刀安装中可能产生的歪斜。
3、工件的尺寸超差问题。立铣刀、键槽铣刀、三面刃铣刀等刀具本身的摆动会造成尺寸的超差。检查铣刀刃磨质量,及时更换已磨损的刀具;检查铣刀安装后的摆动是否在精度容许的范围内,检查铣刀刀杆是否弯曲,检查铣刀与刀杆套筒接触面之间是否有毛刺、异物,铣刀端面与刀杆轴线是否垂直等。
4、铣削速度。①粗铣时,切削负载大,铣削速度应取较小值。精选时,为降低表面粗糙度值,铣削速度应取较大值。②采用机夹式铣刀或不重磨式铣刀铣削加工时,铣削速度可取较大值。③在铣削过程中,如发现铣刀寿命较低时,应尽量减小铣削速度。④铣削结构及几何角度改进后,铣削速度可以容许适当增加。
三、机械加工中的测量误差
1、系统测量误差。指在相同的测量条件下总是以相等大小出现的测量误差,是可以把握的一种误差。例如在车削或磨削加工的自动测量中所产生的温度误差总是一个恒定的值。这样一种误差可以经过计算从测量结果中消除掉。
2、随即测量误差。这种误差大小不一、无法消除,要反复进行测量求平均值,从而减小误差。
3、造成误差的原因。①温度影响。由于热胀冷缩,物体在不同温度下的长度不同。因此,测量时标准的温度规定为+20℃。对于钢制工件来说,大多数情况下量具、铸铁平台与工件的温度相等就够了。②由视差引起读数误差。当量具的刻线与工件不在一个平面内时,从侧面观察就能引起判读误差。读数时眼睛一定要平视。③由于用力不当产生的误差。量具的测量表面以一个测量力抵住工件。如果用力过大,量具可能变弯,接触部位可能压扁。在精密量仪中测量力多半靠一定弹簧可靠的保持为一个始终不变的值。④位置误差。铸铁平板、量具的测量表面斜对着工件表面,或工件歪放在量具内时,将产生相当大的误差。
机械加工技术还在不断的发展,新的加工方法不断的涌现,从而在效率、精度、成本等诸多方面拓展了人类开发和制造新产品的能力。机械加工中的问题还会不断的被发现并取得更好的解决。
泊头市永恒机械设备有限公司(http://www.btyongheng.com)是一家从事大型机床铸件、大型铸铁平台生产制造的企业,主营产品各种类型和规格铸造量具(平板、平台、方箱、方尺、量规等)以及龙门刨床、数控龙门刨床等机床产品,产品销往全国31个省市、自治区,部分产品远销日韩、欧美等国,深受国内外客户欢迎。