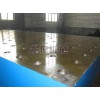
研磨平台特性:
1、操作简单,上砂快,嵌砂量足,使用后仍十分容易上同类型砂,经过打磨后,光洁度显著提高。
2、容易得到量块所需的较高光洁度和研合性,工件镜面青亮。
3、平台耐用,切削足而持久,轻度导砂后仍有良好的切削性,推研时感觉流畅。
研磨平台规格:100*200。 200*200。 250*250。 300*300。 400*400
在研磨加工中有一种嵌有金刚砂磨料的平台上进行磨砂的形式,在这种形式中研具是的主要工具,该研具称为嵌砂研磨平台。研磨平台具有组织均匀,结构致密,无砂眼气孔,疏松等缺陷。上砂容易,砂粒分布均匀丰富,砂粒嵌入牢固切削性能强。表面光洁,油亮,呈天蓝色,耐磨性好。

 浅谈机械零件的检测技术
浅谈机械零件的检测技术机械零件的技术要求很多,它有几何形状、尺寸公差、形位公差、表面粗糙度、材质的化学成份及硬度等,检测时先从何处着手,用哪些量具,采用什么样的先进方法,是检测中技术性很强的一个问题。为了使产品质量信得过,避免出现错检、误检和漏检,对此要求检测人员应做好以下内容。
一、准备
1、认真看图纸
检验人员要通过对视图的分析,掌握零件的形体结构。分析完主视图后按顺序分析其它视图。同时要把各视图由哪些表面组成,如平面、圆柱面、圆弧面、螺旋面等组成表面的特征,如孔、槽等,它们之间的位置都要看懂、记清楚。
检验人员要认真看图纸中的尺寸,通过看尺寸,可以了解零件的大小,看尺寸要从长、宽、高三个方向的设计基准进行分析,要分清定形尺寸、定位尺寸、关键尺寸,要分清精加工面、粗加工面和非加工面。在关键尺寸中,根据公差精度,表面粗糙度等级分析零件在整机中的作用。对于特殊零件,如齿轮、蜗轮蜗杆、丝杆、凸轮等有专业功能的零件,要会运用专业技术标准。掌握各类机械零件的国家标准,是检验人员的基本功。有表面需处理的工序零件,应注意处理前后尺寸公差变化的情况。
检验人员还应看图纸中的标题栏。标题栏内标有所用材料零件名称,通过看标题栏,掌握零件所用材料规格、牌号和标准,从中分析材料的工艺性能,以及对加工质量的影响。工作中,我曾遇到这样一个问题。铣床加工一批不锈钢支架,因所选铣刀材料不对,造成加工表面粗糙度不好,并且效率较低,严重影响了生产进度与质量。我指出了问题严重性后,选择了合适材料的铣刀,试用后,速度又快,表面粗糙度又好。
2、认真看图纸中的工艺文件检验人员要认真看工艺文件。工艺文件是加工、检验零件的指导书,一定要认真仔细查看。按照加工顺序,对每个工序加工的部位、尺寸、工序余量、工艺尺寸换算都要认真审阅,同时应了解关键工序的装夹方法,定位基准和所使用的设备、工装夹具刀具等技术要求。注意,往往有个别操作者不按工艺中所制订的工序加工,从而对整个机械零件的加工后造成不合格的后果,这一问题常常又被检验人员所忽视。待安装时,不能使用,造成了成批报废。
3、合理选用量具确定测量方法
当看清图纸和工艺文件后,下一步就是选取恰当的量具进行机械零件检测。
根据被测工件的几何形状、尺寸大小、生产批量等选用。如测量圆柱台阶轴时,带公差装轴承部位,应选用卡尺、千分尺、钢板尺等。如测量带公差的内孔尺寸时,应选用卡尺、钢板尺、内径百分表或内径千分尺等。
有些被测零件,用现有的量具不能直接检测,这就要求检测人员,根据一定的实践经验、书本理论知识,用现有的量具、铸铁平台进行间接测量,或进行一系列检测工装的制作。
二、检测
检测是对机械零件中包括长度、角度、粗糙度、几何形状和相互位置等尺寸的测量。对测量的技术问题是很多的,这里只对测量的有关问题谈点本人看法。
1、合理选用测量基准
测量基准应尽量与设计基准、工艺基准重合。在任选基准时,要选用精度高,能保证测量时稳定可靠的部位作为检验的基准。如测量同轴度、圆跳动、套类零件以内孔,轴类零件以中心孔为基准,测量垂直度应以铸铁平板为基准。测量辊类零件的圆跳动以两端轴头下轴承的台阶(将两端轴承台阶放在“V”型铁上)为基准。
2、检测尺寸精度
测量时应尽量采用直接测量法,因为直接测量法比较简便,很直观,无需繁琐的计算。如测量轴的直径等。有些尺寸无法直接测量,就需用间接测量,间接测量方法比较麻烦,有时需用繁琐的函数计算,计算时要细心,不能少一个因素。测量角度、锥度、孔心距等。
当检查形状复杂,尺寸较多的零件时,测量前应先列一个清单,对要求的尺寸写在一边,实际测量的尺寸在另一边,按照清单一个尺寸一个尺寸的测量,并将测量结果直接填入实际尺寸一边。待测量完后,根据清单汇总的尺寸判断零件合格与否。这样既不会漏掉一个尺寸,又能保证检测质量。
3、测量形位公差按国家标准规定有14种形位公差项目。对于测量形位公差时,要注意应按国家标准或企业标准执行。如轴、套类要测量同轴度、圆跳动。长轴、长方件要测量直线度。键槽要测量其对称度。
4、对于表面粗糙度、表面质量的检查
如磕碰、划伤、变形、裂纹等。细长轴、薄壁件注意变形、冷冲件要注意裂纹、螺纹类零件、铜材质件要注意磕碰、划伤等。
5、对以上检测的机械零件,检测完后,都要认真作记录,特别是半成品,对合格品、返修品、报废产品要分清,并作上标记,以免混淆不清。
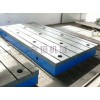
泊头市永恒机械设备有限公司(http://www.btyongheng.com)是一家从事大型机床铸件、大型铸铁平台生产制造的企业,主营产品各种类型和规格铸造量具(平板、平台、方箱、方尺、量规等)以及龙门铣床、数控龙门刨床等机床产品,产品销往全国31个省市、自治区,部分产品远销日韩、欧美等国,深受国内外客户欢迎。