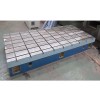
数控床身铸件的重要指标:
 1、速度和精度是数控床身铸件的两个重要指标,它直接关系到加工速率和产品质量。目前,数控系统采用位数、频率 高的处理器,以提高系统的基本运算速度。
1、速度和精度是数控床身铸件的两个重要指标,它直接关系到加工速率和产品质量。目前,数控系统采用位数、频率 高的处理器,以提高系统的基本运算速度。 2、采用很大规模的集成电路和多微处理器结构,以提高系统的数据处理能力,即提高插补运算的速度和精度。并采用直线电动机直接驱动机床工作台的直线伺服进给方式,其高速度和动态响应特性相当优越。
3、采用前馈控制技术,使追踪滞后误差大大减小,从而改进拐角切削的加工精度。
4、数控床身铸件的出气孔是排除型腔、砂芯以及金属液析出的各种气体,减小充型时型腔内的气体压力,改进金属液的充型能力,便于观察型腔内金属液的上升状态,排出浮渣等作用,可以说出气孔的设计是否成功,直
5、接影响到数控床身铸件浇铸的成品率。按是否与大气相通可以分为明出气孔和暗出气孔。
6、出气孔设置的原则,不应设在床身铸件的热节处和厚壁处,为防止沙粒通过出气孔落入型腔,尽量采用引出式出气孔,防止金属液钻入出气孔,阻碍排气,导致铸件气孔缺陷。
影响数控床身铸件质量的因素:
1、铸造用原材料的质量。金属炉料、耐火材料、燃料、熔剂、变质剂以及铸造砂、型砂粘结剂、涂料等材料的质量不合标准,会使铸件产生气孔、针孔、夹渣、粘砂等缺陷,影响铸件外观质量和内部质量,严重时会使铸件报废。
2、对床身铸件的设计工艺性。进行设计时,除了要根据工作条件和金属材料性能来确定铸件几何形状、尺寸大小外,还需要从铸造合金和铸造工艺特性的角度来考虑设计的合理性,即明显的尺寸效应和凝固、收缩、应力等问题,以避免或减少铸件的成分偏析、变形、开裂等缺陷的产生。
3、要有合理的铸造工艺。即根据床身铸件结构、重量和尺寸大小,铸造合金特性和生产条件,选择合适的分型面和造型、造芯方法,合理设置铸造筋、冷铁、冒口和浇注系统等。以保障获得优良的床身铸件。
4、工艺操作,要制定合理的工艺操作规程,提高工人的技术水平,使工艺规程得到正确实施。
大型床身铸件重量所占比例很大,许多结构件和许多主要部件都是以铸件为坯料的,而且与机床的质量,精度密切相关,床身铸件质量的好坏,对机床整机质量,寿命,精度保持性都有着至关重要影响,没有床身铸件质量的提高。
现在对于铸造行业来说传统铸造工艺仍然占据着大半壁江山,新型铸造工艺相对来说份额依旧还很小,特别是在近几年 经济发展放缓速度的情况下,产品质量要求也越来越严格,成本利润控制也比较透明,怎样提高产品质量,降低生产成本已经到了不容忽视的地步,那些固守传统思想,坚持传统铸造的企业必将经历市场残酷的考验。
泊头市康恒工量具制造有限公司【http://www.khjxlj.com/】主营产品有:铸铁圆形平板、三维柔性焊接平台、花岗石量具、镁铝合金量具、数控床身铸件、大型床身铸件、铸铁平尺、T型槽平板、机床垫铁、检验方箱、V型块、铸铁弯板、偏摆检查仪、铸铁护栏底座等系列产品。产品种类齐全、价格合理,企业雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。公司一直推行:同质量比价格、同价格的经营理念,取得了广大用户的普遍赞誉和支持。
铸铁弯板http://www.khjxlj.com/
检验方箱http://www.khjxlj.com/
T型槽平板http://www.khjxlj.com/
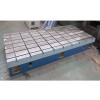
数控床身铸件http://www.khjxlj.com/
大型床身铸件http://www.khjxlj.com/
铸铁圆形平板http://www.khjxlj.com/