数控床身铸件在压铸的过程中,组成床身铸件的砂性能,砂的性质和组合物:砂(包括芯砂)的性能要求的主要力量,透气性好,耐火度,优惠,流动性,紧实率和折叠等;砂,树脂,合成脂肪和植物油等,被称为。为了进一步改进型(芯)砂的某些性能,往往在型(芯)砂添加一些附加条件,如煤份,木屑,纸浆。
数控床身铸件在压铸的过程中,组成床身铸件的砂性能,砂的性质和组合物:砂(包括芯砂)的性能要求的主要力量,透气性好,耐火度,优惠,流动性,紧实率和折叠等;砂,树脂,合成脂肪和植物油等,被称为。为了进一步改进型(芯)砂的某些性能,往往在型(芯)砂添加一些附加条件,如煤份,木屑,纸浆。 数控床身铸件的铸造状态:
1、热应力:铸件厚度不均,冷速不同,收缩不一致产生。
2、塑性状态:金属在高于再结晶温度以上的固态冷却阶段,受力变形,产生加工硬化,同时发生的再结晶降硬化抵消,内应力自行消失。
3、弹性状态:低于再结晶温度,外力作用下,金属发生弹性变形,变形后应力继续存在。
4、凝固开始,粗细处都为塑性状态,无内应力。
因为两杆冷速不同,细杆快,收缩大,所以受粗杆限制,不能自由收缩,相对被拉长,粗杆相对被压缩,结果两杆等量收缩。细杆冷速大,如弹性阶段,而粗杆仍为塑性阶段,随细杆收缩发生塑性收缩,无应力。)细杆收缩先停止,粗杆继续收缩,压迫细杆,而细杆又阻止粗杆的收缩,至室温,粗杆受拉应力(+),(-)。由此可见,各部分的温差越大,热应力也越大,冷却较慢的部分形成拉应力,冷却较快的部分形成压应力。
数控床身铸件的表面的清理方法:
1、床身铸件的表面清理是去除落砂后床身铸件表面残留的型砂、芯砂、粘砂及氧反应皮等。手工清理是利用钢丝刷、锉刀、风铲、凿子等工具进行。
2、手工清理劳动强度大,卫生条件差、速率低。但一些形状复杂的床身铸件,用手工清理比较合适,因为机械清理,不能清理到深藏在铸件凹腔内的部位,有时还可能损伤铸件。
3、床身铸件表面精整。床身铸件清理后,表面上可能还会有浇冒口的痕迹、飞边毛刺等残留,还需进一步用砂轮机打磨和光饰。
4、迄今为止,国内外仍然多用手工操作。小型铸件多用固定式砂轮机打磨;中大件则用悬挂式或手提式砂轮打磨。有的铸件要求较高的光滑表面,可用软质砂轮或钢丝刷轮进行抛光。
泊头市康恒工量具制造有限公司【http://www.khjxlj.com/】主营产品有:铸铁圆形平板、三维柔性焊接平台、花岗石量具、镁铝合金量具、数控床身铸件、大型床身铸件、铸铁平尺、T型槽平板、机床垫铁、检验方箱、V型块、铸铁弯板、偏摆检查仪、铸铁护栏底座等系列产品。产品种类齐全、价格合理,企业雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。公司一直推行:同质量比价格、同价格的经营理念,取得了广大用户的普遍赞誉和支持。
铸铁弯板http://www.khjxlj.com/
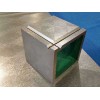
检验方箱http://www.khjxlj.com/
T型槽平板http://www.khjxlj.com/
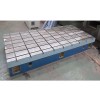
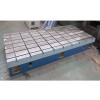
数控床身铸件http://www.khjxlj.com/
大型床身铸件http://www.khjxlj.com/
铸铁圆形平板http://www.khjxlj.com/